

 Mr. Thomas Yoon
Mr. Thomas Yoon +82-10-5380-0313
+82-10-5380-0313





Summary of the solution
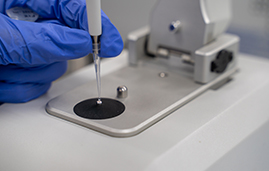
e-con Systems helped a top US-based medical diagnostics company to increase the accuracy and efficiency of its automated lab analyzers. We developed a unique camera for lab equipment that met the product quality demands while minimizing time-to-production.
Key challenges faced by the client

Small-form factor and
durable cameras for laboratory
equipment

Color sensor with ~3MP
resolution for superior color
reproduction (high SNR)

Easy-to-mount or
replace fixed focus
lens

Related case studies







Related Blogs

What is the difference between telehealth and telemedicine? How are cameras playing a part in these?
Is there a distinction between telehealth and telemedicine? What role do cameras play in these situations?
Know More
How vision-enabled point-of-care(POC) devices are transforming the medical industry
Do a deep dive into how camera enabled point of care devices are helping the medical and life sceinces industry enhance patient and staff experience. Also look at some of the most important vision enabled use cases of point of care.
Know More
Role of embedded vision in empowering post operative and at home patient care
Know in detail about how embedded vision and camera based medical devices play a key role in improving post operative and at home patient care by enabling telehealth, remote patient monitoring, and rehabilitation.
Know More
